捷达钢筋铁骨炼成记(2)
小伙伴们还记得第一期文章里提到的捷达零部件在冲压车间成型的过程吧,高吨位的压力机、冲压锐棱工艺、6道工序、Audit检测等,保证了捷达车身零部件的高精度和高颜值。那么问题来了,怎么把这一个个的零部件拼到一起,并保证每辆白车身大小高矮胖瘦都一样呢?一起来领略焊装车间的魅力吧……
提到焊装,说的简单一点,就像是小时候我们玩的搭积木游戏似的,把不同的积木块堆到一起就变成了小城堡。不过焊接车身可不仅仅是把零件拼到一起那么简单。因为车辆的安全性和白车身强度密切相关,所以,焊装的过程就要考虑如何让车身更坚固,强度更高。
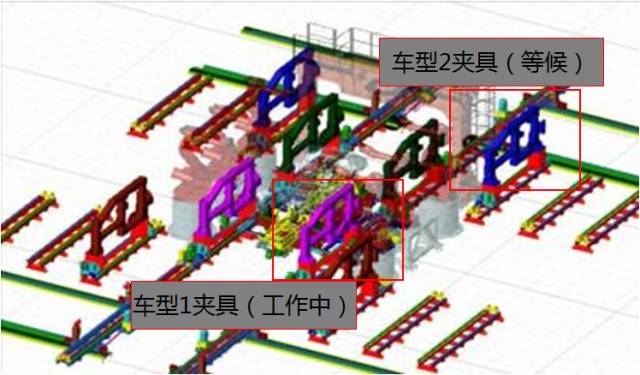
捷达所在的焊装车间主焊区域采用大众康采恩框架,它是目前大众集团采用的一种新型柔性化生产技术,通过快速的,可变的合成夹具设计,实现了多种车型混线,同时车身尺寸精度更有保障。这不仅是在中国,在全球范围内,也代表焊装技术的最高水平。通过提高生产效率,降低生产成本,使得捷达性价比更高,在同级别车型中更有竞争力。

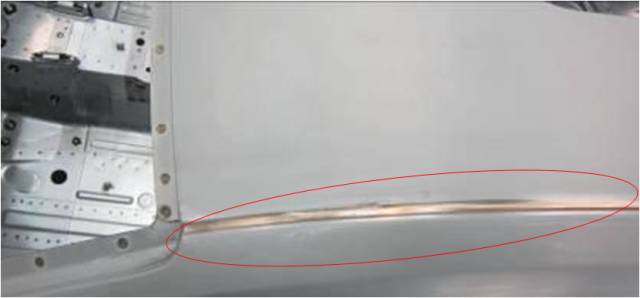
捷达的车顶位置采用激光焊接工艺,两条平滑的焊缝横跨顶棚,很多同级车型车顶都是点焊,有两条黑色胶条遮盖焊点,降低了颜值。捷达摆脱了“黑二代”的束缚,真正实现“素面朝天”。激光焊接可以让车身钢板达到分子层面的结合,它和点焊的区别就像衣服的拉链和纽扣一样,有拉链的衣服不易扯开,所以激光焊接车身在发生碰撞时也不易被撕开,其强度比普通点焊高出40%,有效提高了车身安全性。俗话说,没有金刚钻,不揽瓷器活,捷达正是有了先进的焊接工艺,才敢叫板火车,即使拉着火车跑车身都毫发无损。激光焊接工艺不仅使捷达车顶平滑美观,更是提高了车身强度,可谓一石二鸟。
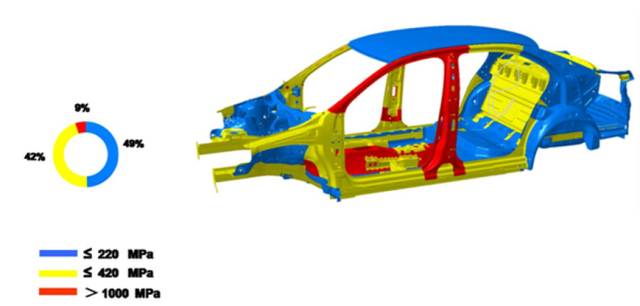
 捷达车身的A柱、B柱等关键部位采用热成型钢板,它是在950℃左右高温下成型,有着超过1000MPa的屈服强度。简单来说,就是大拇指指甲盖大小的地方就能承受十吨(约8台捷达)的压力不变形,为驾驶者和乘客提供了空前的安全保障。捷达使用的热成型钢板在提高车身强度的同时减轻了整车自身重量,减少燃油消耗,做到了安全与省油的双赢。 捷达车身的A柱、B柱等关键部位采用热成型钢板,它是在950℃左右高温下成型,有着超过1000MPa的屈服强度。简单来说,就是大拇指指甲盖大小的地方就能承受十吨(约8台捷达)的压力不变形,为驾驶者和乘客提供了空前的安全保障。捷达使用的热成型钢板在提高车身强度的同时减轻了整车自身重量,减少燃油消耗,做到了安全与省油的双赢。

TOX冲铆是当今汽车工业中最先进的冷焊接工艺之一,它是采用专用工具,依靠板材本身的挤压塑性变形,在挤压处形成一个互相镶嵌的圆形连接点,由此将两板材连接起来。这种工艺不会破坏镀锌钢板表面的镀层,其动态疲劳连接强度约为点焊的2到3倍。捷达在顶盖、前地板及后纵梁处运用了TOX冲铆工艺,车身的防腐性能更好,长期使用也不会出现连接点松动的情况,静音效果更好。

刚才说到搭积木,每次搭的城堡都不完全一样,但车身焊接必须保证车身尺寸统一。捷达的车身焊装过程采用激光在线测量技术,100%对车身尺寸进行监控,做到每一辆车的白车身骨架尺寸和精度都有记录,保证制造过程中车身尺寸的稳定性。激光在线测量技术使捷达白车身的尺寸得到保证,匹配精度更高,看起来也非常上档次。


得益于上述焊装车间的技术工艺,捷达的车身尺寸精准,装配工艺上乘,门盖与车身之间缝隙小且均匀。行驶过程中噪音控制出色,车身内外板间连接牢固,不会有异响。车身整体强度高,受到冲击后焊接点处会整体变形不易被撕裂。从焊装车间出来,捷达的骨架就长成了,接下来,它要接受下一步的车身防腐和穿上五颜六色的外衣。
想了解捷达车身是如何喷涂的吗?请关注下期文章哦……
免责声明部分文章来源于互联网及其他公众平台,内容仅供读者参考,不确保文章的准确性,如有侵犯版权请告知,我们将在24小时内删除!

|











